MECS® Sulfur Burning Sulfuric Acid Process Technology
MECS® Sulfur-Burning Acid Technology
MECS® sulfuric acid plant technology, engineering, equipment and services set the standard for performance, efficiency, energy recovery and emissions reduction. We support applications in the fertilizer, non-ferrous metals, refining, power and coal gasification industries.
MECS® sulfur-burning sulfuric acid process technology balances the ongoing need of producers in these industries to minimize capital cost while maximizing energy recovery and reducing SO2 emissions. MECS® sulfur-burning plants can be designed with several configurations depending on the unique utility cost profile of each fertilizer or nickel producer.
MECS® technology can also be used to produce sulfuric acid derivatives efficiently and safely, such as several grades of oleum and both gaseous and liquid-phase SO2 and SO3. And thanks to experience acquired through the design of over 1,000 acid plants worldwide, our licensing model offers end users maximum flexibility to reduce capital cost through the choice of their EPC contractor.
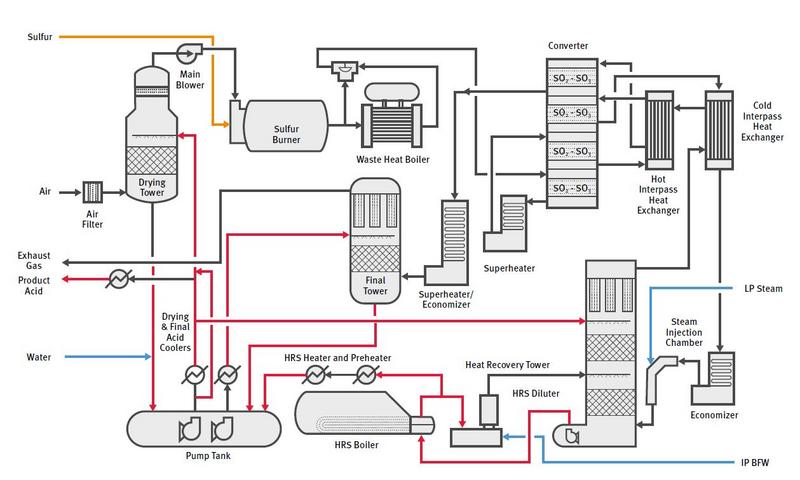
In the MECS® sulfur-burning process, ambient air is drawn through a high-efficiency MECS® ZeCor® drying tower by the main compressor to remove moisture.
In the MECS® sulfur-burning process, ambient air is drawn through a high-efficiency MECS® ZeCor® drying tower by the main compressor to remove moisture. A MECS® Brink® mist eliminator provides efficient acid mist removal, which is critical for the protection of the main compressor. The compressed dry gas enters the sulfur burner, where molten sulfur is burned in the presence of dry air to produce high sulfur dioxide (SO2) gas strength. The hot SO2 combustion gas is then cooled in a steam boiler to the proper temperature for introduction to the converter system.
In the contact section of the plant, the gas flows through three passes of MECS® GEAR® and cesium catalyst, as well as their respective cooling equipment, and is then absorbed with 98% sulfuric acid (H2SO4) in the interpass absorption tower. The lean SO2 gas flows through another Brink® mist eliminator to remove fine mist particles, protecting downstream equipment. The clean gas is then reheated and enters the converter to complete the fourth conversion pass of SO2 to SO3 using MECS® super cesium catalyst SCX-2000, to achieve the highest possible conversion. The resulting SO3 is absorbed in 98% H2SO4 in the ZeCor® final absorbing tower. Brink® Mist eliminators are installed in the final tower to ensure the stack gas will meet acid mist environmental regulations.
A Commitment to Innovation and Quality
Our focus and commitment to technology development for efficient emissions reduction are primary drivers for our business. MECS® design and technical service offerings are supported by a team of expert chemical and mechanical engineers, as well as state-of-the-art research and development facilities and staff.
We are focused on continuing to achieve new performance gains and to solve crucial plant operations bottlenecks. Our expert engineers can custom-design your sulfur-burning acid plant to meet your specific application and environmental requirements. Our innovative solutions deliver consistently superior quality, emissions control, energy recovery and efficiency, using technologies that typically reduce maintenance and life cycle costs.