Elessent Clean Technologies designs spent sulfuric acid recovery (SAR) units with its own innovative and leading-edge MECS® technologies. Regenerating spent sulfuric acid is a challenging operation, but our processes and designs deliver operating performance, efficiency, cost-effectiveness and emissions control that refiners and chemical processors have relied upon for more than 65 years.
Leading Technology for Refiners and Petrochemical Producers
Our experts leverage over two centuries of combined experience developed by MECS® Inc. and Elessent in designing and building over 1,000 acid plants worldwide. Our engineers deliver high-value, customized spent acid recovery units to regenerate fresh sulfuric acid for refineries or chemical processing plants.
Our solutions meet stringent pollution control requirements, achieve industry leading on-stream time and deliver total life cycle cost-effectiveness for our customers’ facilities. Our client-focused, high-value, customized solutions are the reasons why MECS® is the trusted name and technology for spent sulfuric acid regeneration units.
MECS® Spent Acid Recovery Process Description
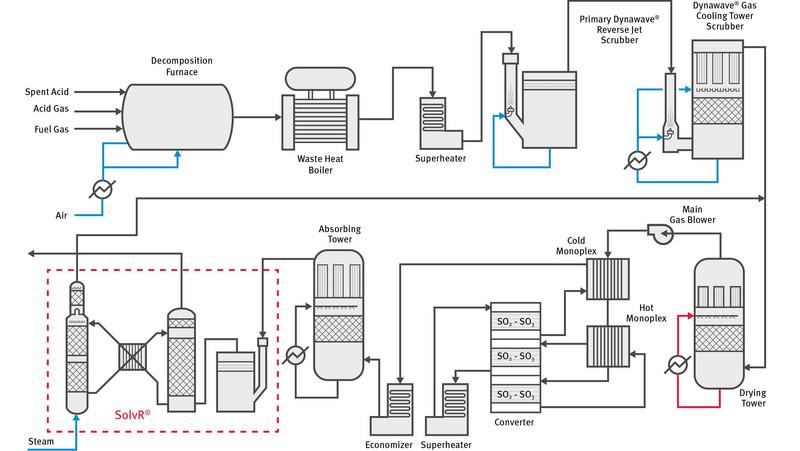
Regenerating spent sulfuric acid consists of four primary steps.
1. Decomposition of spent acid
2. SO2 gas cooling, cleaning and conditioning
3. Conversion of SO2 to SO3
4. Absorption of SO3 into H2SO4
Spent acid and/or hydrogen sulfide is decomposed by combusting the spent acid and hydrogen sulfide gases in a decomposition furnace.
This produces SO2 gas. Fuel is burned along with the spent acid in the combustion chamber to achieve the required decomposition temperature. The SO2 combustion gas is then cooled in a steam boiler to recover energy prior to entering the primary MECS® DynaWave® reverse wet jet scrubber, where the SO2 gas is quenched and cleaned.
After the scrubber, the process design and equipment configuration vary based on the process, the conditions and contaminants in the SO2 gas.
In the conversion and absorption steps of the process, the SO2 gas is dried in a MECS® ZeCor®-Z Drying Tower with MECS® Brink® Mist Eliminators and then flows to the main gas blower which provides the motive force to move the SO2 gas throughout the plant. The gas next flows through three horizontal reactors passes of MECS® Catalyst where the SO2 reacts with excess oxygen to form SO3 with inter stage cooling between each reactor pass.
The SO2 gas is absorbed with 98% sulfuric acid (H2SO4) in the ZeCor® interpass absorbing tower, where the SO3 reacts with free water to create H2SO4. The lean SO2 gas flows through another MECS® Brink® mist eliminator to remove fine mist particles, protecting downstream equipment from corrosion.
The clean gas is then reheated and enters the reactor to complete the fourth reactor pass of SO2 to SO3 using a MECS® catalyst to increase conversion, which reduces SO2 emissions. The resulting SO3 is absorbed in 98% H2SO4 in the ZeCor® final absorbing tower. Brink® mist eliminators are installed in the final tower to ensure the stack gas will meet acid mist environmental regulations.
Our focus and commitment to technology development are primary drivers for our business. MECS® design and technical service offerings are supported by a team of expert chemical and mechanical engineers, as well as state-of-the-art research and development facilities and staff.
We are focused on continuing to achieve new performance gains and to solve crucial plant operations bottlenecks. Our expert engineers can custom-design your sulfur-burning acid plant to meet your specific application and environmental requirements. Our innovative solutions deliver consistently superior quality, emissions control, energy recovery and efficiency, using technologies that typically reduce maintenance and lifecycle costs.
A Commitment to Innovation and Quality
Leading Into the Future
Our technical expertise and world-class R&D delivered MECS® SolvR® technology, a novel discovery in the regenerative capture of point source SO2 emissions. MECS® SolvR® technology is the platform for developing advanced MECS® SAR. Advanced SAR delivers significant capital cost savings, operating cost savings, emission performance and operability when compared to traditional SAR technology choices.