This patented physical absorption process for capturing residual sulfur dioxide is custom designed for client applications in the sulfuric acid industry by our ClausMaster™ SO2 recovery engineering and design services specialist. Designs feature high absorption capacity and are non-aqueous and environmentally friendly.
These designs can be used in sulfur recovery unit (SRU) tail gas cleaning, fluid catalytic cracker units (FCCU), coker scrubbing, FGD systems, and many other applications requiring SO2 recovery.
Advantages of ClausMaster™ are
Lower SO2 emissions
Enhanced claus plant sulfur recovery
Simpler operations
Safer than H2S systems
Lower operating and capital costs
How It Works
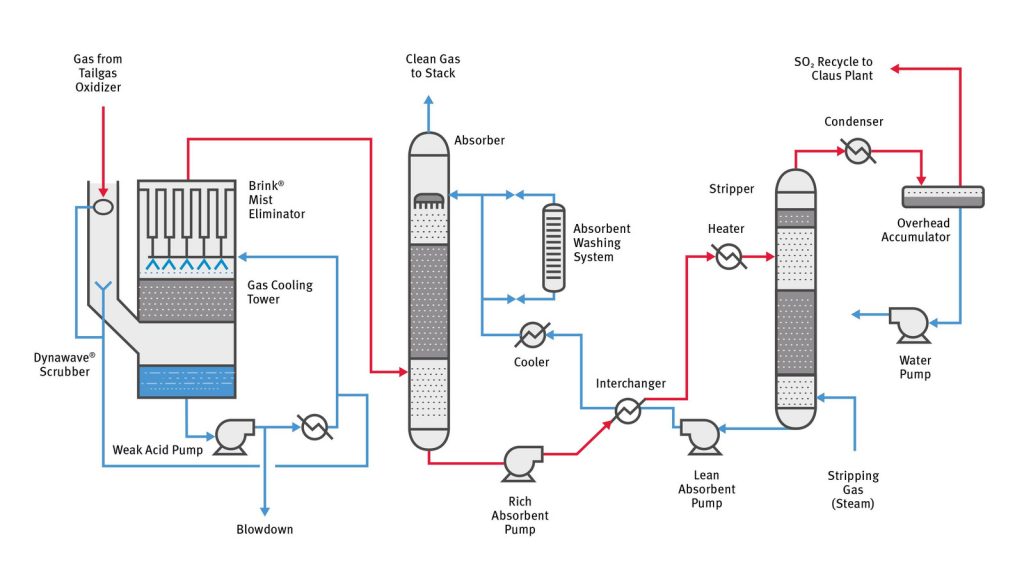
Tail gas from a claus sulfur recovery plant containing H2S and SO2 is completely oxidized thermally or catalytically to SO2. The hot SO2 gas is then cooled by a DynaWave® wet scrubber and gas cooling tower, and submicron acid mist is removed by the Brink® mist eliminator.
After passing through the proprietary SO2 physical absorbent specified by the ClausMaster™ SO2 recovery design team, clean gas exits the stack and the SO2 is stripped from the SO2 laden absorbent in the stripping tower. Concentrated SO2 is recycled back to the Claus sulfur recovery plant where it is converted to sulfur.
The recycled SO2 reduces the air and fuel requirements for a typical Claus plant and H2S tail gas system.